google-site-verification=5hWSVQ193mCqPdre_SIGMP_ZjIHTvMflXnJnBO_Q35o
مقاله با عنوان: بالانس اتوماتیک ماشین های دوار با استفاده از یک سیستم بالانس کننده انفعالی و تعیین م
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 6 شهريور 1396
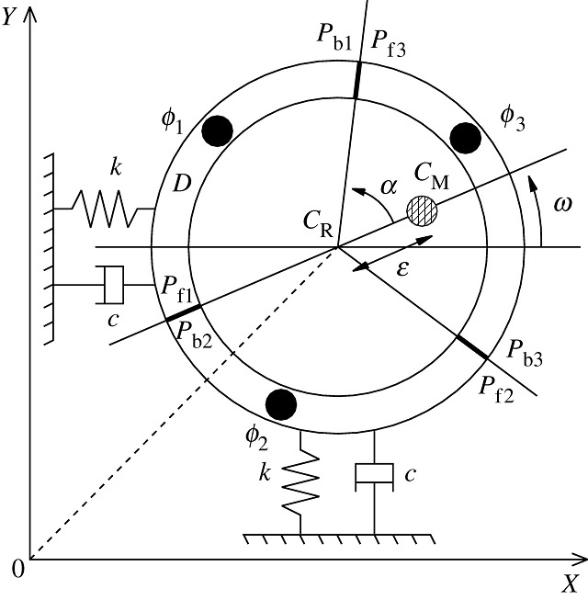
در این مقاله با انتخاب یک روتور صفحه ای جفکات به عنوان ماشین دوار، معادلات حاکم بر حرکت روتور و پاسخ سیستم دوار به نابالانسی و خم استاتیکی موجود در آن (شامل دامنه و فاز پاسخ) استنتاج می شوند. در ادامه با بکارگیری یک بالانسر رینگ و گلوله به عنوان اتوبالانسر انفعالی بر روی ماشین دوار، به استنتاج معادلات حرکت، تحلیل پایداری و بدست آوردن پاسخ های زمانی سیستم پرداخته می شود. تحلیل پایداری سیستم حول وضعیت های تعادل آن برای اتوبالانسری با یک و دو گلوله، بر اساس معیار روت هاویتز انجام شده است. پاسخ های زمانی سیستم در جهت تایید تحلیل پایداری انجام گرفته، ارائه شده است...
مقاله بالانس اتوماتیک ماشین های دوار با استفاده از یک سیستم بالانس کننده انفعالی و تعیین محدوده های پایدار آن، مشتمل بر 9 صفحه، به زبان فارسی، تایپ شده، به همراه تصاویر، دیاگرام، فرمول ها و روابط ریاضی با فرمت pdf، به ترتیب زیر گردآوری شده است:
نویسنده : www.BartarFile.ir
تاریخ : شنبه 8 آبان 1395
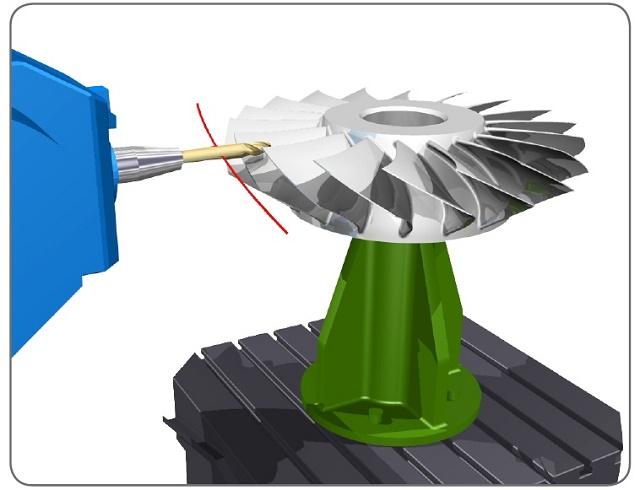
نرم افزار PowerMill یکی از قدرتمندترین و برجسته ترین نرم افزارهای سری CAM می باشد که جهت تهیه مسیر حرکت ابزار در دستگاههای CNC کاربرد دارد. در این زمینه نرم افزارهای دیگری نیز وجود دارند که بی شک برجسته ترین و بی رقیب ترین آنان نرم افزار PowerMill محصول شرکت Delcam می باشد که به علت توانمندی های بی نظیر و سادگی کار با آن و ارائه نتایج بی نقص در صنایع مختلفی از جمله قطعه سازی، قالب سازی، خودرو سازی و هوافضا در سطح دنیا مورد استفاده قرار می گیرد. نرمافزار پاورمیل با در بر داشتن استراتژی های مختلف ماشین کاری مانند خشن کاری، پرداخت کاری معمولی یا سرعت بالا (High Speed Machining) و تکنیک ها و ابزارهای تعریف شده فوق العاده و پوشش دهی گستره عظیمی از دستگاه های CNC معمولی و پیشرفته (تا پنج محور کاری) میتواند بهنرین مسیر را جهت حرکت ابزار روی قطعه کار تعیین نماید که نتیجه این هوشمندی کاهش زمان ماشینکاری، بهبود کیفیت سطح ماشینکاری و در نهایت کاهش هزینه با بالاترین راندمان کاری می باشد.
در کشور ما نیز تقریبا رایج ترین و گسترده ترین نرم افزاری که در این زمینه مورد استفاده قرار می گیرد همان PowerMill می باشد ولی متاسفانه به علت استفاده از نسخه های قفل شکسته و رجیستر نشده هیچ یک توسط شرکت سازنده نرم افزار حمایت و پشتیبانی نمی گردد و گاهی به علت وجود همان نقایص و باگ زیاد و عدم هماهنگی پارامترها شاهد بروز مشکلاتی مانند برخورد ابزار یا وارد شدن بی دلیل ابزار به داخل کار و صدمه زدن به قطعه کار و ابزار هستیم لذا توصیه می شود جهت جلوگیری از این مشکلات احتمالی و پیشگیری از زیان های جبران ناپذیر مالی هنگام تهیه و استفاده از این نرم افزار سعی گردد از نسخه کامل و تست شده آن با حداقل باگ نرم افزاری استفاده شود.
نرم افزار PowerMill کاربر را قادر می سازد با دسترسی داشتن به ابزارهای شبیه سازی فرآیند براده برداری بهترین سطح خروجی را از قطعه بدست آورده و پس از تهیه G-Code و انتقال آن به ماشین دقیقا به همان کیفیت سطح دست پیدا کنید. این نکته در سطوح تخت با صافی سطح بالا بیشتر نمایان می باشد. لازم به ذکر است اگر در صدد تهیه نرم افزار فوق از شرکت سازنده آن یعنی Delcam هستید می توانید با اعلام نوع ماشین ابزار خود و محدودیت های آن به شرکت فوق مجوز نصب محدودیتی که فقط جهت قابلیت های سخت افزاری ماشین ابزار شما می باشد را دریافت کنید که در این صورت هزینه خرید سی دی اورجینال آن به شدت کاهش می یابد اما نسخه های قفل شکسته مورد استفاده در بیشتر مراکز صنعتی ما دارای این محدودیت نبوده و به صورت فول ماژول می باشد.
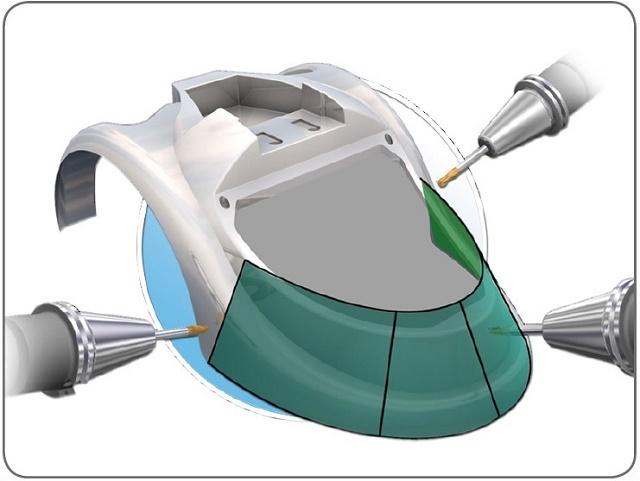
(Automatic Collision Avoidance): یکی از هوشمندانه ترین قابلیت هایی که در کار با نرم افزار PowerMill به چشم می خورد محاسبات پیچیده جهت پرهیز از کوچکترین برخورد با دیواره ها یا قطعه کار می باشد. نرم افزار PowerMill با محاسبه کوچکترین حرکت ها و چرخش ها و زوایای کلگی، طول ابزار، مسیر حرکت و نحوه بسته شدن بلوک و روبندها، زاویه و سرعت ورود و خروج ابزار بطور هوشمندانه از برخوردهای نامطلوب احتمالی ابزار با دیواره ها و قسمت های غیر ضروری جلوگیری می نماید و با توجه به شکل و هندسه قطعه کار و نوع ابزار و ماشین حداکثر براده برداری را با حداکثر کیفیت ارائه می دهد. از دیگر توانمندی های این نرم افزار قابلیت کنترل ضخامت قطعه در حین عملیات براده برداری می باشد. این خاصیت در جاهایی که از فیکسچرها یا کلمپ استفاده می کنیم کاربرد فراوان دارد. نرم افزار PowerMill به جرات کارآمدترین و همگانی ترین نرم افزار جهت تهیه مسیر های ابزار برای ماشین های CNC می باشد، این نرم افزار با نرم افزار قدرتمند دیگری از همین شرکت سازنده با نام PowerShape لینک است و به سادگی می توان در PowerShape مدل سازی قطعات به صورت توپر یا سطوح یا تهیه اجزای قالب را انجام داد و همه مواردی که نیاز به ماشین کاری CNC دارند را با PowerMill ماشین کاری نمود و در نهایت به G-Code های مورد نظر دست یافت...
ویدئو آموزش کامل ماشینکاری در نرم افزار PowerMill برای مبتدیان، یک منبع آموزشی مفید و کاربردی از آموزش ماشینکاری در نرم افزار پاورمیل می باشد. این مجموعه آموزشی مشتمل بر 5 بخش، 50 ویدئو، به زبان فارسی، با کیفیت خوب و حجم کم گردآوری شده است.
نویسنده : www.BartarFile.ir
تاریخ : شنبه 8 آبان 1395
در نرم افزار PowerMill مسیرهای ماشینکاری تنها روی سه ماهیت هندسی ایجاد می گردد که عبارتند از:
Model
Pattern
Feature
تنها در ورژن PowerMill 9 آن هم توسط استراتژی Face Milling می توان روی ماهیت بلوک (Block) مسیر ماشینکاری ایجاد نمود. این نرم افزار، جزو نرم افزارهای ساخت (CAM) که فقط ماژول فرزکاری (Milling) در آن موجود می باشد. این نرم افزار محصول شرکت DelCAM از کشور انگلستان می باشد. جایگاه آن در سطح نرم افزارهای ساخت جزو گروه کلاس A بوده و قابلیت ایجاد مسیرهای ماشینکاری با ماهیت 2.5 تا 5 محور همزمان دارد. تا قبل از ورژن 6 هیچ گونه محیط طراحی در آن وجود نداشته ولی Power Modeling به آن قابلیت ایحاد ماهیت هندسی را اضافه نموده است. از این نرم افزار بیشتر برای ماشینکاری حفره های قالب و قطعات Free Form استفاده می شود...
جزوه آموزش نرم افزار ماشینکاری PowerMill، یک جزوه مفید و کم نظیر از آموزش نرم افزار پاورمیل می باشد. این جزوه بسیاری از امکانات و نحوه استفاده از نوار ابزارهای نرم افزار پاورمیل را توضیح داده است. جزوه مشتمل بر 128 صفحه، با فرمت PDF، به زبان فارسی و به همراه تصاویر رنگی دستورات و نوار ابزارها، به ترتیب زیر گردآوری شده است:
شناخت نرم افزار
پسوندهای مهم نرم افزار
ماهیت های مهم هندسی در PowerMill
تغییر جهت سطوح
تعریف صفر کار
محورهای CNC
سطح اطمینان
سرعت پیشروی
Rapid Move Heights
Block
ابزار آلات ماشینکاری
ابزارهای Tip Radius
استراتژی های ماشینکاری CAM
استراتژی خشن کاری (Roughing)
استراتژی پرداخت کاری (Finishing)
سیکل سوراخکاری (Drilling)
استراتژی Raster Area clear Model
روش های ایجاد و تعریف ابزار
تولرانس (Tolerances)
ضخامت (Thickness)
Step over
مراحل عملیات ماشینکاری
High Speed Machining
Rest Machining
Sorting
Ordering
Style
Raster Angle
Slice
Flat Machining Advanced Setting
Multi Cuts
Project
استراتژی Offset Area Clear Model
Smoothing Allowance
استراتژی Profile Area Clear Model
استراتژی Plunge Milling
استراتژی Drilling
استراتژی 2D Curve Area Clearance
استراتژی 2D curve Profile
استراتژی Raster Finishing
استراتژی 3D Offset Finishing
استراتژی Optimised Constant Z Finishing
استراتژی Raster Flat Finishing
استراتژی Offset Flat Finishing
استراتژی Interleaved constant z Finishing
استراتژی Parametric Offset Finishing
استراتژی Radial Finishing
استراتژی Spiral Finishing
استراتزی Rotary Finishing
استراتژی Surface Finishing
NC Program
User Project
Machine Option File
Output Workplane
Tool Value
نوار ابزار Tool path
جهت دانلود جزوه آموزش نرم افزار ماشینکاری PowerMill بر لینک زیر کلیک نمایید:
نویسنده : www.BartarFile.ir
تاریخ : شنبه 8 آبان 1395
امروزه سیستم های کنترل رکن اصلی هدایت پروسه ها در مراکز بزرگ صنعتی محسوب می شوند. منظور از مجتمع های بزرگ مجموعه هایی چون:
پالایشگاه های نفت وگاز
مجتمع های پتروشیمی
نبروگاه های آبی، بخاری و سیکل ترکیبی
کارخانجات تولید فولاد، مس و مواد معدنی
کارخانجات سیمان
و موارد دیگری که در مقیاس این گونه صنایع هستند، می باشد. در حال حاضر سیستم های کنترل این گونه واحدهای صنعتی کاملا مبتنی بر کامپیوتر هستند، در صورتی که تا چند دهه قبل تماما پنوماتیکی و الکترومکانیکی بودند. فضای زیادی نیز برای نمایش وضعیت پروسس مورد نیاز بود. سیستم های کنترل به کار رفته در این چنین صنایعی به لحاظ ساختار، طراحی و نحوه پیاده سازی با سیستم های کنترل مورد استفاده در صنایع کوچک و متوسط نظیر کارخانجات تولید مواد غدایی، اتومبیل سازی، کاشی و سرامیک و امثالهم، تفاوت هایی دارد که در این کتاب به تشریح ویژگی های این سیستم ها و تفاوت های اشاره شده پرداخته خواهد شد...
کتاب آشنایی با سیستم کنترل توزیع شده (Distributed Control System)، مشتمل بر 5 فصل، 151 صفحه، با فرمت pdf، به زبان فارسی، همراه با تصاویر، جداول، نکات مهم و کاربردی، به ترتیب زیر گردآوری شده است:
فصل 1: آشنایی با سیستم کنترل فرآیند (Process Control Systems)
سیستم های کنترل در مجتمع های بزرگ
مدل های مختلف کنترل
Factory Automation
Process Automation
کنترل پروسس (Process Control)
Field Instrument
Actuator
Single Controller
PID LOOP
ویژگی های Process Control System
مشخصات Process Plant های واقعی
فصل 2: آشنایی با سیستم های کنترل غیر متمرکز (Decentralized Control Systems)
تعریف سیستم Decentralized Control Systems
ساختار سیستم های DCS Architecture
ساختار متمرکز (Centralized Architecture)
ساختار غیر متمرکز (Decentralized Architecture)
معماری متعارف یک سیستم DCS
اجزای یک سیستم DCS
Field Level
Control Level
Monitoring Level
Engineering Station
Operating Station
مدل های مختلف ارتباطی در سیستم های DCS
مدل Client – Server
مدل Stand-alone Station
فصل 3: آشنایی با نرم افزار سیستم های DCS
نرم افزار سیستم های DCS
ساختار نرم افزار
Hardware Configuration
Network Configuration
Program Development
Graphic Design
ساختار برنامه
سلسله مراتب (Hierarchy)
Control Function Chart
Sequential Function Chart
Data base
Data base مرکزی یا Single Data base
Data base توزیع شده یا Distributed Database
سایر امکانات نرم افزار سیستم های DCS
کتابخانه (Library)
Graphical Dynamic Objects
SFC Visualization
OLE for Process Control
Sequence of Events
فصل 4: تفاوت های سیستم های کنترل PLC و DCS
مقدمه
تفاوت های سیستم های کنترل PLC و DCS
ظرفیت یا تعداد I/O
کاربرد یا نوع I/O
زمان مهندسی
Redundancy
مانیتورینگ
Networking
فصل 5: آشنایی با DCS های مطرح در دنیا
معرفی سیستم Industrial IT از شرکت ABB
معرفی سیستم Delta V از شرکت Fisher-Rosemount
معرفی سیستم I/A Series از شرکت FOXBORO
معرفی سیستم PKS Experion از شرکت Honeywell
معرفی سیستم PCS7 از شرکت SIEMENS
معرفی سیستم Teleperm XP از شرکت SIEMENS
معرفی سیستم CENTUM 3000 R3 از شرکت YOKOGAWA
جهت دانلود کتاب آشنایی با سیستم کنترل توزیع شده (Distributed Control System)، بر لینک زیر کلیک نمایید:
نویسنده : www.BartarFile.ir
تاریخ : دو شنبه 3 آبان 1395
در دوره کاردانی گروه مکانیک رشته ساخت و تولید گرایش ماشین ابزار، درسی به نام کارگاه ماشین های کنترل عددی (CNC) وجود دارد که یک واحد عملی است و مدت زمان آن چهار ساعت در هفته می باشد. هدف از گنجاندن این درس در دوره کاردانی ماشین ابزار در سر فصل درس ها به قرار زیر بیان شده است:
آشنایی با مفهوم ماشین های کنترل عددی
تشریح قسمت های مختلف ماشین تراش یا فرز کنترل عددی
بستن قطعه کار بر روی ماشین کنترل عددی
سوار نمودن و صفر نمودن ابزار بر روی ماشین کنترل عددی
آماده سازی ماشین بر مبنای اطلاعات داده شده به آن
راه اندازی قسمت های مختلف ماشین کنترل عددی
کنترل سطح مواد خنک کاری در ماشین
کنترل میزان روغن جعبه دنده ها
تمیزکاری ماشین پس از اتمام کار
سرویس، نگهداری و روغنکاری ماشین طبق برنامه از پیش تعریف شده
جزوه کارگاه ماشین های کنترل عددی (CNC)، مشتمل بر 6 فصل، 110 صفحه، با فرمت pdf، به زبان فارسی، همراه با تصاویر، جداول، نکات مهم و کاربردی، به ترتیب زیر گردآوری شده است:
فصل 1: راه اندازی ماشین تراش و فرز کنترل عددی
بررسی مفهوم ماشین های کنترل عددی
تشریح قسمت های گوناگون ماشین تراش و فرز کنترل عددی
ابزار
وسایل بستن قطعه کار
آماده سازی ماشین کنترل عددی بر مبنای اطلاعات داده شده و راه اندازی آن
فصل 2: سرویس و نگهداری ماشین تراش و فرز کنترل عددی
مقدمه
سرویس و نگهداری دستگاه تراش باکسفورد (Box Ford)
نکته های ایمنی کار با ماشین کنترل عددی (CNC)
فصل 3: تولید قطعه کار با ماشین کنترل عددی (CNC)
ترتیب کلی مراحل کار در ماشین های کنترل عددی (CNC)
تراشکاری و فرزکاری قطعات
فصل 4: بررسی مقدماتی نرم افزار PowerMill
فصل 5: برنامه نویسی ماشین های کنترل عددی طبق استاندارد DIN 66025
نویسنده : www.BartarFile.ir
تاریخ : چهار شنبه 28 مهر 1395
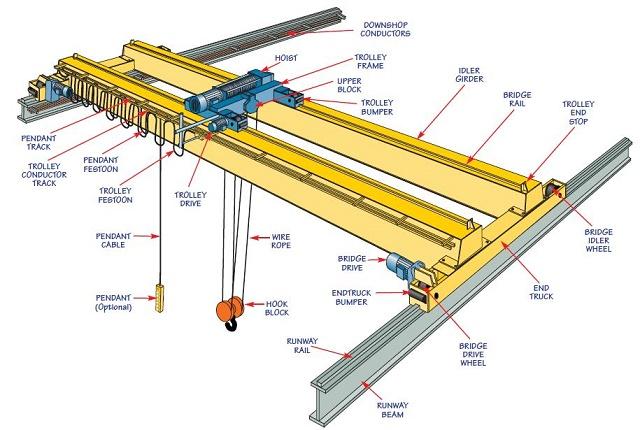
در گذشته های دور به دلیل عدم رشد تکنولوژی بسیاری از کارهای سنگین و طاقت فرسا بر دوش انسان ها و در راس آنها برده ها قرار داشت. چه بسا انسان های بسیاری که در جریان کارهای روزانه به دلیل سنگینی و طاقت فرسا بودن کارها جان خود را از دست داده اند. تا اینکه با رشد و پیشرفت تکنولوژی و صنعت بسیاری از انسان ها جای خود را به ماشین آلات گوناگون دادند و کارها با سرعت و دقت بیشتری انجام می شود. یکی از این ماشین آلات صنعتی که تقریبا در تمام صنایع کاربرد دارد جرثقیل می باشد. عصر صنعتی جدید و نیاز هر چه بیشتر بشر به بلند کردن اجسام سنگین، باعث شد این ماشین مراحل پیشرفت را سریع طی نماید، تا حدی که امروزه جرثقیل سازی به یکی از تخصص های مهم در زمینه ادوات بالا برنده تبدیل شده است. در این پروژه سعی شده با روشی ساده و در عین حال تخصصی، گام به گام مراحل طراحی و محاسبات یک جرثقیل سقفی 5 تنی ارائه گردد...
پروژه طراحی و محاسبات جرثقیل سقفی (Bridge Crane)، به طراحی یک جرثقیل سقفی به ظرفیت 5 تن برای یک سوله به دهانه 10 متر، طول 30 متر و ارتفاع 6 متر، بطوریکه فاصله بین ستون های سوله که در ضمن محل نصب تکیه گاه های تیر و یا ریل طولی جرثقیل است برابر 6 متر می باشد می پردازد. این پروژه کاربردی مشتمل بر 91 صفحه، به زبان فارسی، تایپ شده، به همراه تصاویر، محاسبات و فرمول های مهم و اساسی، جداول و... با فرمت pdf به ترتیب زیر گردآوری شده است:
طراحی و انتخاب قلاب
طراحی و انتخاب سیم بکسل لازم
طراحی و انتخاب موتور گیربکس لازم برای جرثقیل و وینچ
طراحی تکیه گاه متحرک تیر عرضی بر روی تیر طولی (ارابه)
طراحی و انتخاب موتور گیربکس لازم برای حرکت تیر عرضی بر روی تیر طولی
طراحی غلتک ها و محورهای آنها که برای جابجایی موتور روی تیر عرضی و تکیه گاه متحرک تیر عرضی بر روی تیر طولی لازم است
طراحی تیر عرضی که جرثقیل بر روی آن نصب می شود
طراحی تیر طولی که تیر عرضی بر روی آن به حرکت در می آید
طراحی اتصالات لازم شامل پیچ ها
طراحی و انتخاب بلبرینگ های مورد نیاز
گزارش مستدل از محاسبات انجام شده و فرضیات به عمل آمده
نویسنده : www.BartarFile.ir
تاریخ : چهار شنبه 28 مهر 1395
دیرگدازهای دولومیتی به علت مقاومت مطلوب در برابر سرباره های قلیایی و بهبود كیفیت فولاد تولیدی در نتیجه حذف فسفر و گوگرد، به طور گسترده در صنایع فولادسازی مورد استفاده قرار می گیرند. در صنعت فولاد ایران نیز دیرگدازهای دولومیتی با توجه به مزایای ذكر شده و قیمت نسبتا مطلوب و گستردگی منابع طبیعی آن به طور گسترده ای مورد مصرف واقع می شوند. به گونه ای كه شركت ذوب آهن اصفهان در حال حاضر در پاتیل های فولاد سازی ثانویه (LF) منحصرا از آجرهای دیرگداز دولوما قطرانی استفاده می كند. البته معایبی از جمله هیدراته شدن در مجاورت هوا و مقاومت نسبتا ضعیف در برابر شوك های حرارتی، استفاده از این دیرگداز را با محدودیت هایی مواجه می سازد. لذا تخریب دیرگدازهای دولومیتی بر اثر عوامل مختلف، موجب كاهش راندمان شده و مشكلات فراوانی را برای واحدهای فولاد سازی ایجاد می نماید. در این پروژه علل تخریب دیرگداز دولوما قطرانی مورد استفاده در پاتیل های فولادسازی شركت ذوب آهن اصفهان مورد مطالعه قرار گرفته است. برای این منظور ریز ساختار دیرگداز در ناحیه های مختلف توسط میكروسكوپ نوری و میكروسكوپ الكترونی روبشی (SEM) مجهز به اسپكتروسكپی اشعه ایكس (EDX) مورد مطالعه قرار گرفت. آنالیز كیفی دیرگداز در تماس با مذاب و سرباره و فازهای فرعی تشكیل شده، به كمك دستگاه پراش پرتو ایكس (XRD) و آنالیز شیمیایی سرباره توسط اسپكتروسكپی فلورسانس پرتو ایكس (XRF) تعیین گردید. بررسی ها نشان می دهد كه تخریب در ناحیه كف پاتیل و جداره نزدیك به كف پاتیل بر اثر عوامل فیزیكی ناشی از برخورد مذاب، و تخریب در آجرهای بدنه پاتیل در ناحیه تماس با مذاب بر اثر ترك های ناشی از شوك های حرارتی و نفوذ مذاب به درون این ترك ها می باشد. همچنین مشاهده گردید كه تخریب در ناحیه آجرهای خط سرباره بر اثر خوردگی شیمیایی ناشی از واكنش با سرباره می باشد. مشاهده شد بر اثر واكنش فازهای موجود در سرباره نظیر FeO و SiO2 باCaO موجود در دولوما، فاز زود ذوب كلسیم فریت نظیر CaFeO3 و فاز ترد شكننده دی كلسیم سیلیكات (C2S) تشكیل می گردد. كه تشكیل این فازها از علل اصلی تخریب و خوردگی دیرگداز دولوما قطرانی در تماس با سرباره فولادسازی محسوب می گردد...
نویسنده : www.BartarFile.ir
تاریخ : چهار شنبه 28 مهر 1395
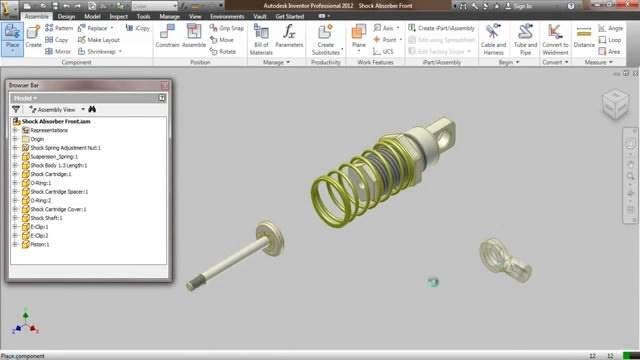
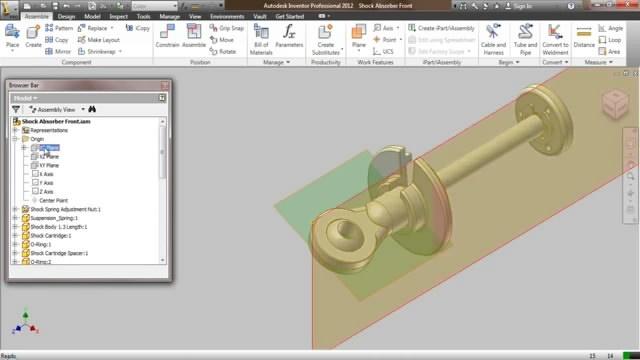
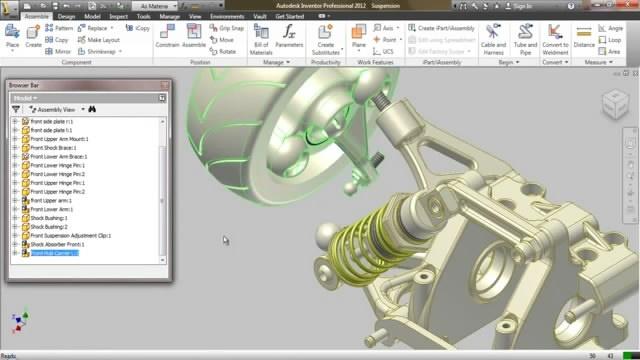
در این ویدئو آموزشی، نحوه مونتاژ سیستم تعلیق خودرو (Suspension) در نرم افزار Autodesk Inventor، به صورت گام به گام (75 دقیقه با کیفیت خوب)، به کاربر آموزش داده می شود.
توجه:فایل آموزش مونتاژ سیستم تعلیق خودرو بصورت کاملا تصویری، قدم به قدم و فاقد صدا می باشد. در این کلیپ آموزشی به گوشه ای از توانمندی های نرم افزار اینونتور پی خواهید برد.
نویسنده : www.BartarFile.ir
تاریخ : چهار شنبه 28 مهر 1395
مجموعه 7 جلد کامل کتاب مرجع آموزش جوشکاری، مشتمل بر 7 جلد کتاب جامع و کاربردی، 1016 صفحه، به زبان فارسی، تایپ شده، به همراه تصاویر، با فرمت PDF، به ترتیب زیر گردآوری شده است:
کتاب 1:جوشکاری با گاز محافظ آرگون و الکترود تنگستن (GTAW)
کتاب 2:جوشکاری تحت حفاظت گاز فعال با الکترود مصرفی (MAG)
کتاب 3: مجموعه نقشه های کار عملی جوشکاری برق (استاندارد درجه یک)
کتاب 4: فرهنگ واژه های مصوب فرهنگستان جوشکاری و آزمایش های غیر مخرب
کتاب 5: جوشکاری در ساختمان های فولادی
کتاب 6: طرح و اجرای ساختمان های فولادی (مبحث 10 مقررات ملی ساختمان ایران)
نویسنده : www.BartarFile.ir
تاریخ : چهار شنبه 28 مهر 1395
در گذشته برای انجام کارهای کنترلی از قطعاتی مانند کلیدها و کنتاکتورها استفاده می شد که امنیت پایین و دشواری در ایجاد روندهای کنترلی، هزینه زیادی را بر صنعت کشورها اعمال می نمود. پیدایش قطعات محاسبه گر الکتریکی مانند ماشین حساب ها محققان را به فکر تولید تجهیزاتی انداخت که عملیات محاسباتی را بصورت الکتریکی انجام دهند. از زمان پیدایش کامپیوترها به عنوان محاسبه گرهای الکترونیکی، مهندسان به فکر استفاده از این تکنولوژی در صنعت بوده اند. اما به دلیل ضعف های زیاد سیستم های کامپیوتری در گذشته مانند امنیت پایین، استفاده از این علم در صنعت امکان پذیر نبود. پیدایش ترانزیستورها و ادامه آن میکروکنترلرها تحولی عظیم در علم کامپیوتر بوجود آورد. این تحولات راه را برای ورودی کنترل کننده های کامپیوتری به صنعت هموار ساخت. این کنترل کننده ها تحت نام PLC (کنترل کننده های منطقی برنامه پذیر) در جهان شهرت یافتند. از مهمترین تاثیرات این قطعات می توان به موارد زیر اشاره نمود:
افزایش سرعت در محاسبات و تولید محصول
افزایش امنیت و کیفیت محصولات
کاهش هزینه تولید کننده هم از لحاظ نیروی کار و هم از لحاظ تعمیرات و نگهداری
با توجه به اهمیت PLC ها در صنایع مختلف، شرکت های مختلفی در سرتاسر جهان تولید این محصول را آغاز نموده اند. یکی از این شرکت ها، شرکت زیمنس آلمان می باشد که PLC های خود را تحت نام سری S7 وارد بازار نموده است که در این سری خانواده 300 و 400 از شهرت بیشتری برخوردار هستند. اما پایین بودن هزینه سری 300 باعث گردیده از این خانواده بطور گسترده تری در صنعت استفاده شود. به همین دلیل در این جزوه نیز PLC های سری S7-300 بطور کامل بررسی می گردند. ابتدا سخت افزار این تجهیز به همراه اطلاعات مورد نیاز معرفی گردیده و در ادامه مباحث نرم افزاری آن بطور جامع توضیح داده شده است...
جزوه آموزش PLC S7-300، مشتمل بر 8 فصل، 172 صفحه، به زبان فارسی، با فرمت pdf، به ترتیب زیر گردآوری شده است:
برتر فایل یک سایت مرجع با هدف انتشار تحقیق، مقاله، پایان نامه، پاورپوینت، جزوه، کتاب و همچنین فایل های آموزشی از نرم افزار پیشرفته CATIA در زمینه رشته مهندسی مکانیک است که به منظور دسترسی راحت تر، سریع تر و ارزان تر شما دانشجویان و پژوهشگران به تحقیقات مد نظرتان تاسیس شده است.


















 آمار
وبلاگ:
آمار
وبلاگ: